Прогресс в области развития оборудования для контроля качества бумаги и картона в значительной степени облегчил, ускорил и усовершенствовал процесс проверки, а соответственно и результаты испытаний. Лабораторные средства контроля качества – это действенный инструмент обеспечения единообразия испытаний и постоянства качества продукции, увеличения скорости работы бумагоделательных машин и повышения удовлетворенности потребителей, что, в свою очередь, несомненно влияет на увеличение спроса. Несмотря на существенное техническое развитие, остаются факторы, которые могут повлиять на результаты испытаний, а, соответственно, требуют особого внимания. Рассмотрим их подробнее в данной статье.
Разность понятий
Измеряемые характеристики материалов не всегда могут быть описаны общепринятыми физическими терминами. Эти характеристики могут быть комбинациями нескольких физических свойств. В таком случае, мы получаем характеристику материала косвенным методом, измеряя параметры, с которыми измеряемая величина находится в определенной зависимости и поддается строгому определению.
Например, гладкость бумаги, по методу Бекка определяется по времени (в секундах) прохождения через измерительную ячейку фиксированного объема воздуха. При определении шероховатости по Бендсену и Шеффилду мерой шероховатости является поток воздуха в мл/мин или единицах Шеффилда, прошедший между измерительными площадками и поверхностью бумаги (картона). Измерение шероховатости мелованных и каландрированных печатных и писчих видов бумаги определяют по Паркеру в мкм по скорости протекания воздуха, пересчитывающейся на расстояние, изменяющееся из-за сжимаемости образца в условиях близких к печатным. Непрозрачность бумаги рассчитывается на основании определения спектрофотометром степени отражения света от бумаги на черной и белой подложках.
Толщину бумаги и картона тоже определяют не истинную, а измеряя расстояние между двумя пластинами, между которыми зажат лист материала при фиксированном давлении.
Человеческий фактор
Для обеспечения единообразия испытаний и уменьшения систематических ошибок нельзя не отметить важность фактора, называемого «руки лаборанта». Руки, которые выполняют все испытания, совершенно одинаково, до сих пор не имеют цены. Развитие средств испытаний идет, в том числе, по пути повышения автоматизации, исключения контактов образцов с человеком. Это способствует стандартизации, повышению единообразия испытаний, но пока еще полностью не исключает «руки лаборанта».
Неоднородность материалов
В целлюлозно-бумажной промышленности существует два рода неоднородностей свойств. Одни из них связаны с колебаниями в составе, концентрации и возможно других параметров готовящейся к производству полуфабрикатной волокнистой массы. Эти колебания определяются вместимостями бассейнов и прочих емкостей для перемешивания компонентов массы. Колебания свойств, производимого продукта, определяемого емкостями, т. е. определенной порционностью формирования свойств полуфабриката, следует учитывать для определения частоты отбора проб для контроля качества.
Колебания второго рода вызваны природой материала, производимого из целлюлозных волокон. Полотно бумаги и картона изготавливается из дискретных, вытянутых в длину, волокон.
В воде волокна склонны к образованию хлопьев, видимых на просвет, и наряду с другими технологическими причинами, вызывающими неоднородность распределения хлопьев по площади материала. Как следствие, возникает неоднородность распределения массы, а следовательно, и свойств по площади. Эти неоднородности тем больше, чем меньший образец бумаги берется для анализа.
Еще одна важная неоднородность, которая обязательно должна учитываться при отборе образцов для испытаний и формировании свойств изделий – неоднородность свойств в машинном (т. е. совпадающем с движением бумаги на бумагоделательной машине) и поперечном (перпендикулярном машинному) направлении. Это анизотропия бумажного полотна. В этих, перпендикулярных направлениях существенно разнятся прочностные, деформационные сорбционные и другие свойства.
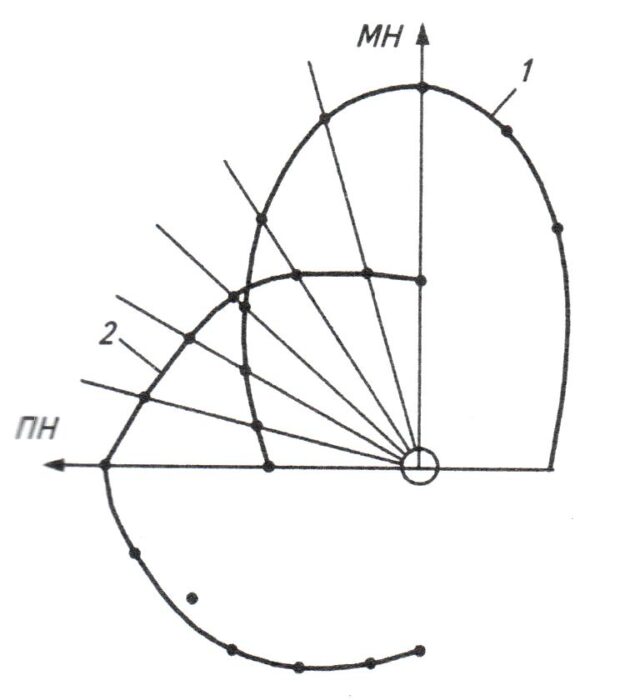
На рисунке показано типичное изменение прочности на разрыв (кривая-1) и деформации при удлинении до разрыва (2) при испытании образцов в зависимости от машинного (МН) и поперечного (ПН) направления.
Есть еще один вид анизотрапии – различие свойств верхней и нижней поверхностей материала. Различие может выражаться в разной шероховатости, впитывающей способности, различных оптических свойствах и т. д.
Эти обстоятельства неоднородности должны учитываться при отборе образцов для испытаний для соблюдения их единообразия и повышения, в конечном счете, достоверности (повторяемости и воспроизводимости) измерения параметров.
Климатические условия испытаний
Температура и влажность воздуха – параметры обязательного контроля и регулирования при определении показателей качества. Бумага и картон мгновенно реагируют на изменение температуры и относительной влажности воздуха. Влажность бумаги следует за влагосодержанием воздуха, стремясь к равновесному с ним содержанию влаги. Оптимальное содержание влаги в бумаге около 5,5 – 6,5 % достигается при относительной влажности воздуха 50 %. Изменение относительной влажности воздуха на 10 % изменяет влажность офсетной бумаги приблизительно на 1 %. Это может вызвать повышение деформации, например, при печати или даже привести к возникновению волнистости. При этом все свойства бумаги и картона существенно зависят от влагосодержания.

Влияние влажности воздуха на свойства бумаги
Для стандартизации условий испытаний производят кондиционирование материалов (ГОСТ Р ИСО 187). При переработке и использовании, например в печати, используется акклиматизация – приведение ее в состояние равновесное с условиями использования. Стандартные условия для атмосферы, в которых проводятся испытания: температура (23±1) оС, относительная влажность воздуха (50±2) %. В тропическом климате: температура (27±1) оС, влажность (65±2) %.
Объем/частота испытаний, отбор проб
Раньше при ручном, полистном отливе каждый лист бумаги до 30 раз проходил через руки человека, производство при этом занимало значительное количество времени, что совсем не гарантировало качество продукции. Современные бумагоделательные машины работают на высоких скоростях, позволяющих свести к минимуму необходимость ручного тактильного контроля, передав функцию контроля качества приборам. При этом важно обеспечить требуемое количество единиц средств измерения на технологическом потоке для оперативного и непрерывного контроля и достаточную частоту отбора проб.
Представьте только, какие последствия принесет ситуация, когда в лаборатории получены отрицательные результаты испытаний с многотонного тамбура на накате бумагоделательной машины. Это значит, что срочно необходимо повторить испытания, убедиться в отсутствии ошибки, уловить причину изменения параметра, проанализировать показания приборов контроля на потоке, чтобы принять решение о внесении изменений в работу машины, а она тем временем продолжает наматывать бумагу на новый тамбур на накате! Вот почему так важна скорость выполнения испытаний бумаги. Поэтому в приборы вносятся элементы автоматизации, включающие постановку образца в измерительное устройство, многократное измерение и обсчет результатов измерения.
Недостаток внимания к правилам отбора образцов может обесценить всю дальнейшую работу по определению качества в целом. Невозможно обеспечить надежные результаты измерений, если образцы для испытаний были приготовлены не надлежащим образом.
Для отбора образцов существует группа вспомогательного оборудования. Оно позволяет вырезать, высекать, образцы с точными размерами, с гладкими кромками, прямоугольные, круглые, точно ориентированными по машинному или поперечному направлению для измерений по профилю полотна материала в его плоскости.
Отбор проб для испытаний производится по ГОСТ 32546 (ISO 186). Кондиционирование образцов – по ГОСТ 13523.
